

1. Увод
Лака аутомобилска индустрија је започета у развијеним земљама и у почетку су је предводили традиционални аутомобилски гиганти. Са континуираним развојем, добила је значајан замах. Од времена када су Индијци први пут користили алуминијумске легуре за производњу аутомобилских радилица до прве масовне производње аутомобила од алуминијума компаније Аудије 1999. године, алуминијумске легуре су доживеле снажан раст у аутомобилским применама због својих предности као што су ниска густина, висока специфична чврстоћа и крутост, добра еластичност и отпорност на ударце, висока могућност рециклирања и висока стопа регенерације. До 2015. године, удео примене алуминијумских легура у аутомобилима је већ премашио 35%.
Кинеска технологија за смањење тежине аутомобила започета је пре мање од 10 година, а и технологија и ниво примене заостају за развијеним земљама попут Немачке, Сједињених Држава и Јапана. Међутим, са развојем возила на нову енергију, смањење тежине материјала брзо напредује. Искоришћавајући успон возила на нову енергију, кинеска технологија за смањење тежине аутомобила показује тренд сустизања развијених земаља.
Кинеско тржиште лаких материјала је огромно. С једне стране, у поређењу са развијеним земљама у иностранству, кинеска технологија лаких материјала је касно почела да се развија, а укупна тежина возила је већа. Узимајући у обзир референтни удео лаких материјала у иностранству, у Кини и даље постоји доста простора за развој. С друге стране, вођен политикама, брзи развој кинеске индустрије возила на нове енергетске потребе повећаће потражњу за лаким материјалима и подстаћи аутомобилске компаније да се окрену ка лаким материјалима.
Побољшање стандарда емисије и потрошње горива доводи до убрзања смањења тежине аутомобила. Кина је у потпуности имплементирала стандарде емисије Кина VI 2020. године. Према „Методи процене и индикаторима потрошње горива путничких аутомобила“ и „Путно-технолошком мапом за уштеду енергије и нове енергетске технологије возила“, стандард потрошње горива је 5,0 л/км. Узимајући у обзир ограничен простор за значајне продоре у технологији мотора и смањењу емисија, усвајање мера за смањење тежине аутомобилских компоненти може ефикасно смањити емисије возила и потрошњу горива. Смањење тежине возила са новим енергетским потребама постало је суштински пут за развој индустрије.
Кинеско друштво за аутомобилско инжењерство издало је 2016. године „Пут за уштеду енергије и технологију возила на нове енергетске потребе“, који је планирао факторе као што су потрошња енергије, домет вожње и материјали за производњу возила на нове енергетске потребе од 2020. до 2030. године. Лагана тежина ће бити кључни правац за будући развој возила на нове енергетске потребе. Лагана тежина може повећати домет вожње и решити „забринутост због домета“ код возила на нове енергетске потребе. Са све већом потражњом за продуженим дометом вожње, лагана тежина аутомобила постаје хитна, а продаја возила на нове енергетске потребе значајно је порасла последњих година. Према захтевима система бодовања и „Средњорочног и дугорочног плана развоја аутомобилске индустрије“, процењује се да ће до 2025. године продаја возила на нове енергетске потребе у Кини премашити 6 милиона јединица, са сложеном годишњом стопом раста већом од 38%.
2. Карактеристике и примена легура алуминијума
2.1 Карактеристике алуминијумске легуре
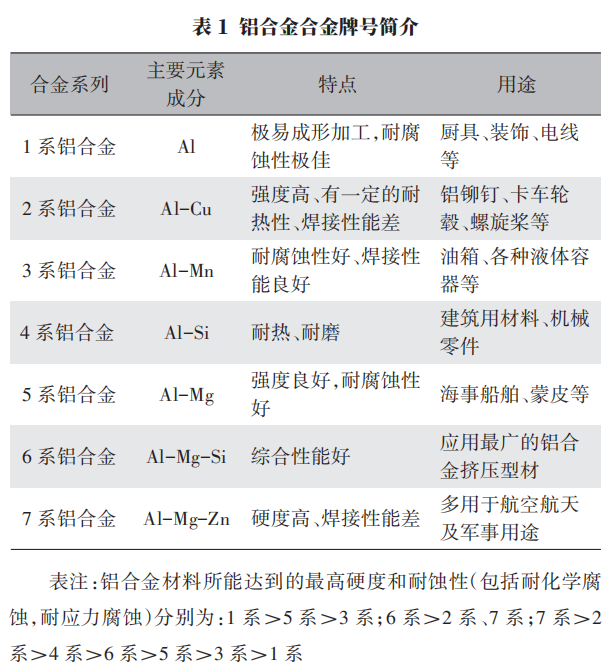
Густина алуминијума је једна трећина густине челика, што га чини лакшим. Има већу специфичну чврстоћу, добру могућност екструзије, јаку отпорност на корозију и високу могућност рециклирања. Легуре алуминијума карактерише се тиме што су првенствено састављене од магнезијума, показујући добру отпорност на топлоту, добра својства заваривања, добру чврстоћу на замор, немогућност ојачавања термичком обрадом и могућност повећања чврстоће хладном обрадом. Серија 6 карактерише се тиме што је првенствено састављена од магнезијума и силицијума, са Mg2Si као главном фазом ојачавања. Најшире коришћене легуре у овој категорији су 6063, 6061 и 6005A. Алуминијумска плоча 5052 је алуминијумска плоча легуре серије AL-Mg, са магнезијумом као главним легирајућим елементом. То је најшире коришћена легура алуминијума отпорна на рђу. Ова легура има високу чврстоћу, високу чврстоћу на замор, добру пластичност и отпорност на корозију, не може се ојачати термичком обрадом, има добру пластичност при полухладном очвршћавању, ниску пластичност при хладном очвршћавању, добру отпорност на корозију и добра својства заваривања. Углавном се користи за компоненте као што су бочни панели, поклопци крова и панели врата. Алуминијумска легура 6063 је термички обрадива легура за ојачавање у серији AL-Mg-Si, са магнезијумом и силицијумом као главним легирајућим елементима. То је термички обрадив профил алуминијумске легуре за ојачавање средње чврстоће, који се углавном користи у структурним компонентама као што су стубови и бочни панели за ношење чврстоће. Увод у врсте алуминијумских легура приказан је у Табели 1.
2.2 Екструзија је важна метода обликовања алуминијумске легуре
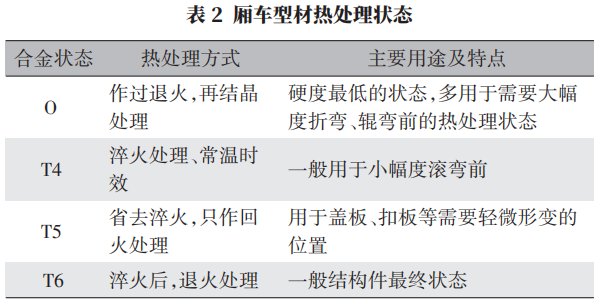
Екструзија алуминијумских легура је метода врућег обликовања, а цео производни процес подразумева обликовање алуминијумске легуре под троструким компресионим напоном. Читав производни процес може се описати на следећи начин: а. Алуминијум и друге легуре се топе и лију у потребне алуминијумске легуре; б. Претходно загрејани алуминијумски легури се стављају у опрему за екструзију ради екструзије. Под дејством главног цилиндра, алуминијумски легура се обликује у потребне профиле кроз шупљину калупа; ц. Да би се побољшала механичка својства алуминијумских профила, обрада раствором се врши током или након екструзије, након чега следи обрада старењем. Механичка својства након обраде старењем варирају у зависности од различитих материјала и режима старења. Статус термичке обраде профила камиона типа кутија приказан је у Табели 2.
Екструдирани производи од алуминијумских легура имају неколико предности у односу на друге методе обликовања:
а. Током екструзије, екструдирани метал добија јачи и равномернији тросмерни компресивни напон у зони деформације него ваљање и ковање, тако да може у потпуности да репродукује пластичност обрађеног метала. Може се користити за обраду тешко деформабилних метала који се не могу обрадити ваљањем или ковањем и може се користити за израду разних сложених шупљих или пуних компоненти попречног пресека.
б. Пошто се геометрија алуминијумских профила може мењати, њихове компоненте имају високу крутост, што може побољшати крутост каросерије возила, смањити његове NVH карактеристике и побољшати карактеристике динамичке контроле возила.
ц. Производи са ефикасношћу екструзије, након каљења и старења, имају знатно већу уздужну чврстоћу (R, Raz) од производа обрађених другим методама.
д. Површина производа након екструзије има добру боју и добру отпорност на корозију, елиминишући потребу за другом површинском обрадом против корозије.
е. Обрада екструзијом има велику флексибилност, ниске трошкове алата и калупа, као и ниске трошкове промене дизајна.
ф. Због могућности контроле попречних пресека алуминијумских профила, може се повећати степен интеграције компоненти, смањити број компоненти, а различити дизајни попречних пресека могу постићи прецизно позиционирање заваривања.
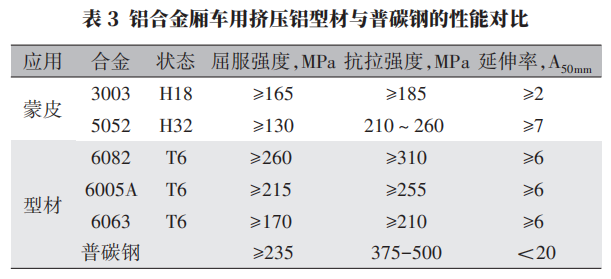
Поређење перформанси између екструдираних алуминијумских профила за камионе са сандуком и обичног угљеничног челика приказано је у Табели 3.
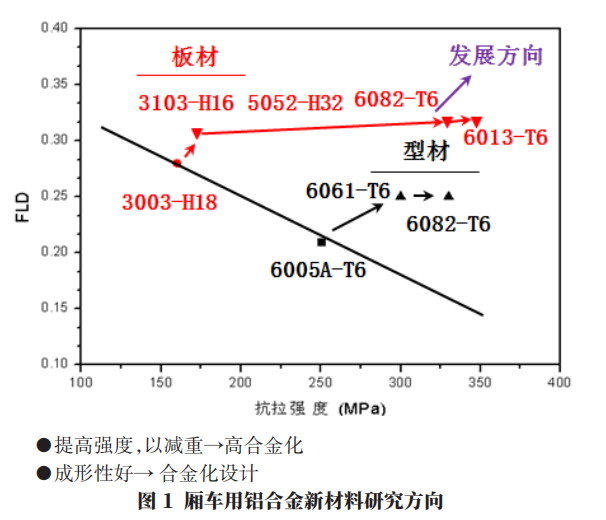
Следећи правац развоја профила од алуминијумских легура за камионе са сандуком: Даље побољшање чврстоће профила и побољшање перформанси екструзије. Правац истраживања нових материјала за профиле од алуминијумских легура за камионе са сандуком приказан је на слици 1.
3. Структура камиона са запорним сандуком од легуре алуминијума, анализа чврстоће и верификација
3.1 Структура камиона од алуминијумске легуре
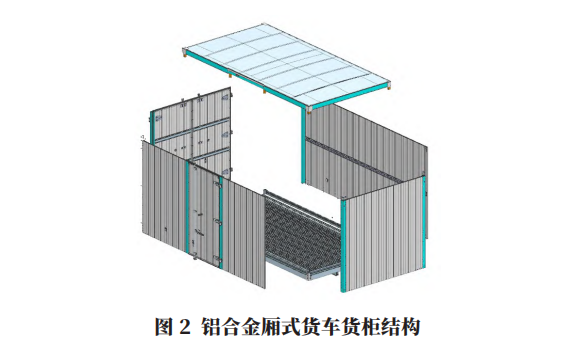
Контејнер камиона са сандуком се углавном састоји од склопа предњег панела, склопа левог и десног бочног панела, склопа бочног панела задњих врата, склопа пода, склопа крова, као и вијака у облику слова U, бочних заштитника, задњих заштитника, блатобрана и остале додатне опреме повезане са шасијом друге класе. Попречне греде, стубови, бочне греде и панели врата каросерије су направљени од екструдираних профила од легуре алуминијума, док су подни и кровни панели направљени од равних плоча од легуре алуминијума 5052. Структура камиона са сандуком је приказана на слици 2.
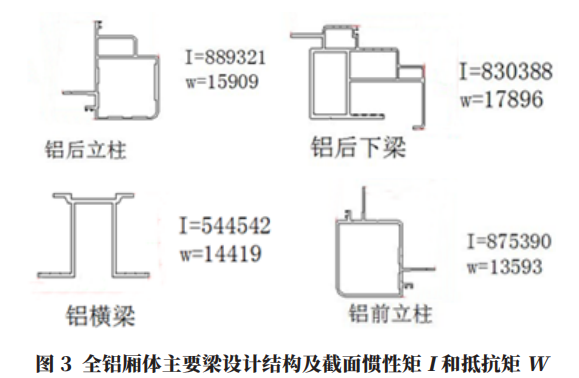
Коришћењем поступка вруће екструзије легуре алуминијума серије 6 могу се формирати сложени шупљи попречни пресеци, дизајн алуминијумских профила са сложеним попречним пресецима може уштедети материјале, испунити захтеве чврстоће и крутости производа и испунити захтеве међусобне повезаности између различитих компоненти. Стога су структура главне греде и моменти инерције пресека I и моменти отпора W приказани на слици 3.
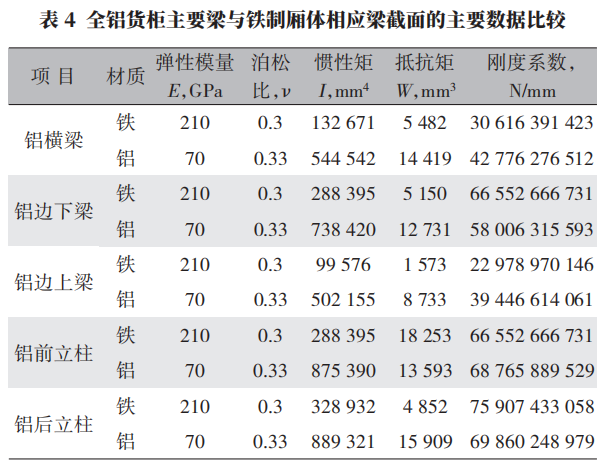
Поређење главних података у Табели 4 показује да су моменти инерције пресека и моменти отпора пројектованог алуминијумског профила бољи од одговарајућих података профила греде од гвожђа. Подаци о коефицијенту крутости су приближно исти као и код одговарајућег профила греде од гвожђа и сви испуњавају захтеве за деформацију.
3.2 Израчунавање максималног напрезања
Узимајући кључну носећу компоненту, попречну греду, као објекат, израчунава се максимално напрезање. Номинално оптерећење је 1,5 т, а попречна греда је направљена од профила од легуре алуминијума 6063-Т6 са механичким својствима као што је приказано у Табели 5. Греда је поједностављена као конзолна конструкција за прорачун силе, као што је приказано на Слици 4.
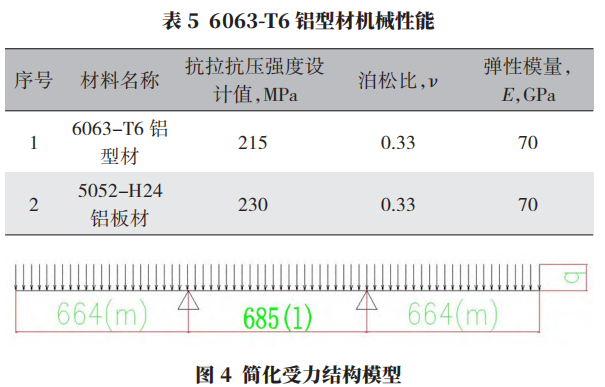
Узимајући греду распона 344 мм, компресивно оптерећење на греду се израчунава као F=3757 N на основу 4,5 t, што је три пута веће од стандардног статичког оптерећења. q=F/L
где је q унутрашњи напон греде под оптерећењем, N/mm; F је оптерећење које греда носи, израчунато на основу 3 пута већег стандардног статичког оптерећења, које је 4,5 t; L је дужина греде, mm.
Дакле, унутрашњи напон q је:

Формула за израчунавање напона је следећа:

Максимални тренутак је:

Узимајући апсолутну вредност момента, M=274283 N·mm, максимални напон σ=M/(1,05×w)=18,78 MPa, и максималну вредност напона σ<215 MPa, што задовољава захтеве.
3.3 Карактеристике повезивања различитих компоненти
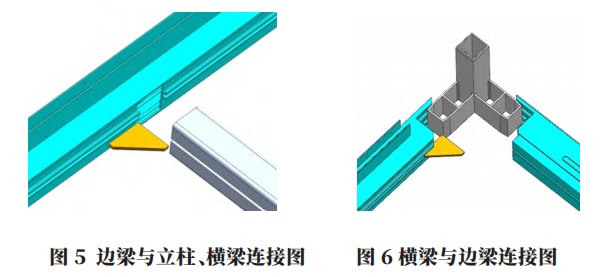
Алуминијумска легура има лоша својства заваривања, а чврстоћа њене тачке заваривања је само 60% чврстоће основног материјала. Због прекривања површине алуминијумске легуре слојем Al2O3, тачка топљења Al2O3 је висока, док је тачка топљења алуминијума ниска. Када се алуминијумска легура завари, Al2O3 на површини мора се брзо разбити да би се извршило заваривање. Истовремено, остаци Al2O3 ће остати у раствору алуминијумске легуре, утичући на структуру алуминијумске легуре и смањујући чврстоћу тачке заваривања алуминијумске легуре. Стога, приликом пројектовања контејнера од алуминијума, ове карактеристике се у потпуности узимају у обзир. Заваривање је главни метод позиционирања, а главне носеће компоненте су повезане вијцима. Спојеви попут закивања и ластиног репа приказани су на сликама 5 и 6.
Главна структура кућишта кутије, направљеног од потпуно алуминијума, усваја структуру са хоризонталним гредама, вертикалним стубовима, бочним гредама и ивичним гредама које се међусобно спајају. Постоје четири тачке споја између сваке хоризонталне греде и вертикалног стуба. Тачке споја су опремљене назубљеним заптивкама које се спајају са назубљеном ивицом хоризонталне греде, ефикасно спречавајући клизање. Осам угаоних тачака је углавном повезано челичним уметцима, причвршћеним вијцима и самоблокирајућим заковицама, и ојачаним троугластим алуминијумским плочама од 5 мм завареним унутар кутије ради ојачавања угловних положаја изнутра. Спољашњи изглед кутије нема заваривање или изложене тачке споја, што обезбеђује целокупан изглед кутије.
3.4 SE технологија синхроног инжењерства
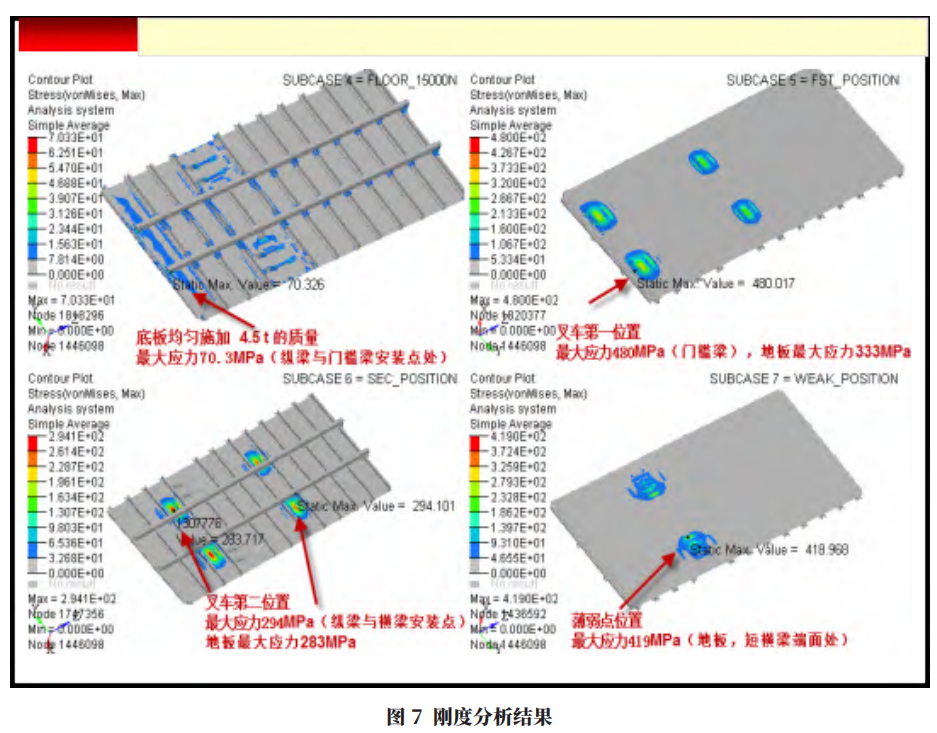
SE технологија синхроног инжењеринга се користи за решавање проблема изазваних великим акумулираним одступањима величине за одговарајуће компоненте у кућишту кутије и тешкоћама у проналажењу узрока зазора и квара равности. Путем CAE анализе (видети слику 7-8), спроводи се упоредна анализа са кућиштима кутије направљеним од гвожђа како би се проверила укупна чврстоћа и крутост кућишта кутије, пронашле слабе тачке и предузеле мере за ефикаснију оптимизацију и побољшање шеме пројектовања.
4. Ефекат олакшања камиона од алуминијумске легуре
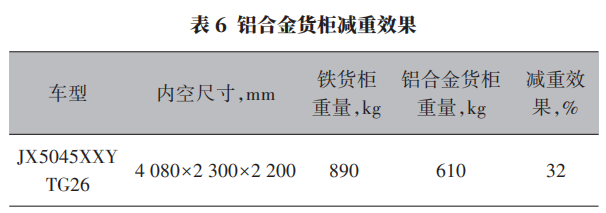
Поред каросерије, алуминијумске легуре могу се користити за замену челика за различите компоненте контејнера типа сандука, као што су блатобрани, задњи штитници, бочни штитници, кваке на вратима, шарке на вратима и ивице задњег прекривача, постижући смањење тежине од 30% до 40% за теретни простор. Ефекат смањења тежине за празан теретни контејнер димензија 4080 мм × 2300 мм × 2200 мм приказан је у Табели 6. Ово фундаментално решава проблеме прекомерне тежине, непоштовања најава и регулаторних ризика традиционалних теретних простора од гвожђа.
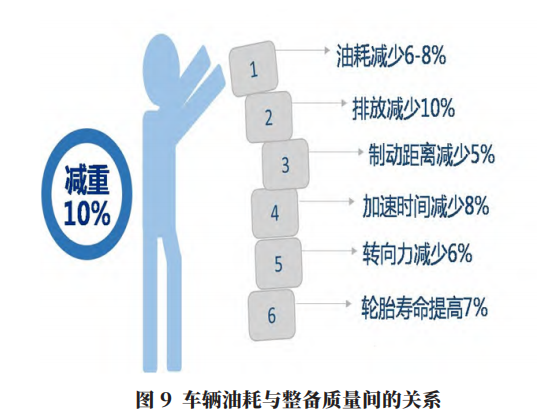
Заменом традиционалног челика алуминијумским легурама за аутомобилске компоненте, не само да се могу постићи одлични ефекти олакшавања, већ се може допринети и уштеди горива, смањењу емисије и побољшању перформанси возила. Тренутно постоје различита мишљења о доприносу олакшавања уштеди горива. Резултати истраживања Међународног института за алуминијум приказани су на слици 9. Сваких 10% смањења тежине возила може смањити потрошњу горива за 6% до 8%. На основу домаће статистике, смањење тежине сваког путничког аутомобила за 100 кг може смањити потрошњу горива за 0,4 Л/100 км. Допринос олакшавања уштеди горива заснива се на резултатима добијеним различитим методама истраживања, тако да постоје извесне варијације. Међутим, олакшавање аутомобила има значајан утицај на смањење потрошње горива.
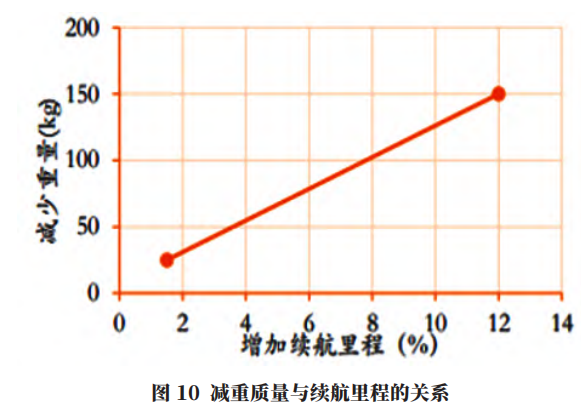
Код електричних возила, ефекат смањења тежине је још израженији. Тренутно се густина јединичне енергије батерија електричних возила значајно разликује од густине традиционалних возила на течно гориво. Тежина система напајања (укључујући батерију) електричних возила често чини 20% до 30% укупне тежине возила. Истовремено, превазилажење уског грла перформанси батерија је светски изазов. Пре него што дође до великог продора у технологији високоперформансних батерија, смањење тежине је ефикасан начин за побољшање домета електричних возила. За сваких 100 кг смањења тежине, домет електричних возила може се повећати за 6% до 11% (однос између смањења тежине и домета је приказан на слици 10). Тренутно, домет крстарења чисто електричних возила не може задовољити потребе већине људи, али смањење тежине за одређену количину може значајно побољшати домет крстарења, ублажавајући страх од домета и побољшавајући корисничко искуство.
5. Закључак
Поред потпуно алуминијумске структуре камиона са запорним сандуком од алуминијумске легуре представљене у овом чланку, постоје различите врсте камиона са запорним сандуцима, као што су алуминијумски саћасти панели, алуминијумске плоче са копчама, алуминијумски оквири + алуминијумске облоге и хибридни теретни контејнери од гвожђа и алуминијума. Њихове предности су мала тежина, висока специфична чврстоћа и добра отпорност на корозију, а не захтевају електрофоретску боју за заштиту од корозије, смањујући утицај електрофоретске боје на животну средину. Камион са запорним сандуком од алуминијумске легуре фундаментално решава проблеме прекомерне тежине, непоштовања најава и регулаторних ризика традиционалних теретних простора направљених од гвожђа.
Екструзија је суштинска метода обраде алуминијумских легура, а алуминијумски профили имају одлична механичка својства, тако да је крутост пресека компоненти релативно висока. Због променљивог попречног пресека, алуминијумске легуре могу постићи комбинацију вишеструких функција компоненти, што их чини добрим материјалом за лаку аутомобилску конструкцију. Међутим, широка примена алуминијумских легура суочава се са изазовима као што су недовољне могућности пројектовања теретних простора од алуминијумских легура, проблеми са обликовањем и заваривањем, као и високи трошкови развоја и промоције нових производа. Главни разлог је и даље тај што алуминијумске легуре коштају више од челика пре него што екологија рециклаже алуминијумских легура сазри.
Закључно, обим примене алуминијумских легура у аутомобилима ће се проширити, а њихова употреба ће наставити да расте. У тренутним трендовима уштеде енергије, смањења емисија и развоја индустрије возила са новим енергетским ресурсима, са продубљивањем разумевања својстава алуминијумских легура и ефикасним решењима за проблеме примене алуминијумских легура, материјали за екструзију алуминијума ће се све шире користити у аутомобилској индустрији са лаком конструкцијом.
Уредила Меј Ђијанг из MAT Aluminum
Време објаве: 12. јануар 2024.



