

1. Карактеристике специјалних прецизних екструзионих материјала од алуминијума и легура алуминијума
Ова врста производа има посебан облик, танку дебљину зида, малу јединичну тежину и веома строге захтеве за толеранцију. Такви производи се обично називају прецизни (или ултрапрецизни) профили (цеви) од легура алуминијума, а технологија за производњу таквих производа назива се прецизна (или ултрапрецизна) екструзија.
Главне карактеристике специјалних прецизних (или ултрапрецизних) екструзија од алуминијумских легура су:
(1) Постоји много врста, малих серија, а већина њих су материјали за екструзију посебне намене, који се користе у скоро свим сферама живота и свим аспектима људског живота, укључујући све производе за екструзију, као што су цеви, шипке, профили и жице, који укључују различите легуре и стања. Због малог попречног пресека, танке дебљине зида, мале тежине и малих серија, генерално није лако организовати производњу.
(2) Компликовани облици и посебне контуре, углавном обликовани, равни, широки, криласти, назубљени, порозни профили или цеви. Површина по јединици запремине је велика, а технологија производње је тешка.
(3) Широка примена, посебне перформансе и функционални захтеви. Да би се испунили захтеви употребе производа, одабрано је много легирајућих стања, покривајући скоро све легуре од 1××× до 8××× серије и десетине стања обраде, са високим техничким садржајем.
(4) Изузетан изглед и танка дебљина зида, генерално мања од 0,5 мм, неки чак достижу и око 0,1 мм, тежина по метру је само неколико грама до десетина грама, али дужина може достићи неколико метара, или чак стотине метара.
5) Захтеви за димензионалну тачност и геометријску толеранцију профила су веома строги. Генерално говорећи, толеранције прецизних профила од малих алуминијумских легура су више него двоструко строже од толеранција посебних класа у стандардима JIS, GB и ASTM. Толеранција дебљине зида општих прецизних профила од алуминијумских легура мора бити између ±0,04 мм и 0,07 мм, док толеранција величине профила ултра прецизних профила од алуминијумских легура може бити и до ±0,01 мм. На пример, тежина прецизног алуминијумског профила који се користи за потенциометар је 30 г/м, а опсег толеранције величине профила је ±0,07 мм. Толеранција величине попречног пресека прецизних алуминијумских профила за разбоје је ±0,04 мм, одступање угла је мање од 0,5°, а степен савијања је 0,83×L. Још један пример је високопрецизна ултратанка равна цев за аутомобиле, ширине 20 мм, висине 1,7 мм, дебљине зида 0,17 ± 0,01 мм и 24 рупе, што су типични ултрапрецизни профили од легуре алуминијума.
(6) Има висок технички садржај и веома га је тешко произвести, а има посебне захтеве за опрему за екструзију, алате, гредице и производне процесе. Слика 1 је пример пресека неких малих прецизних профила од легуре алуминијума.
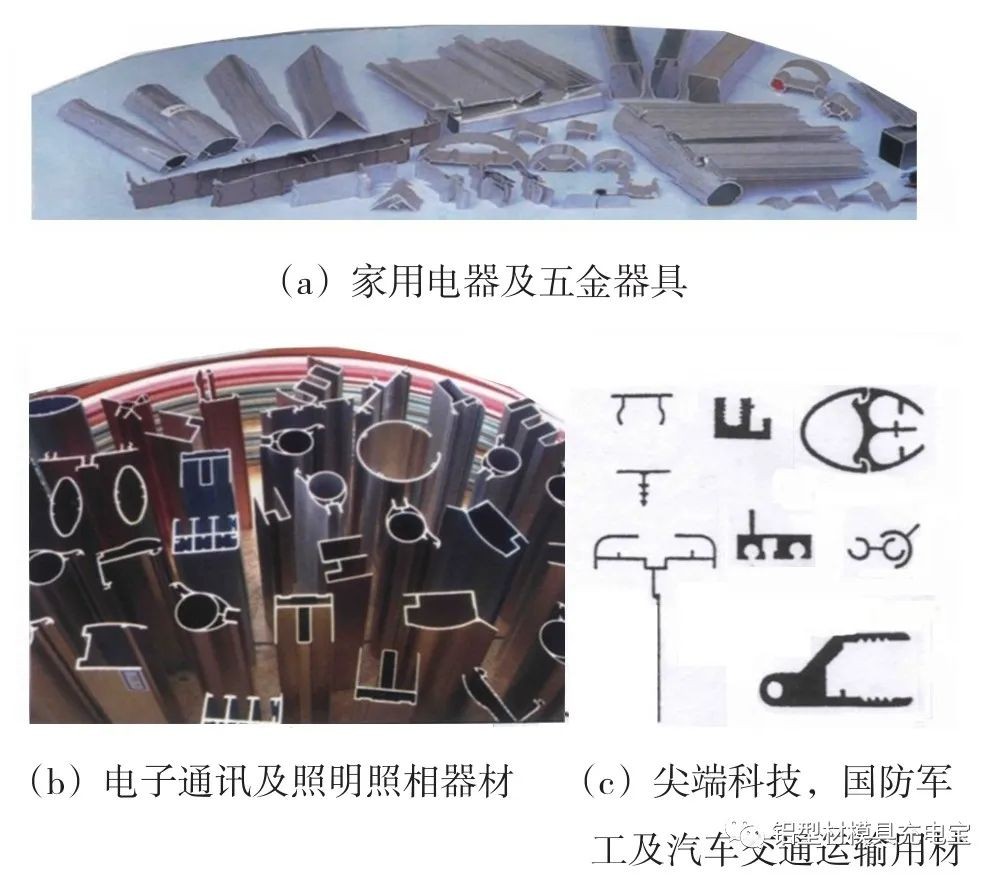
2. Класификација специјалних прецизних екструзионих материјала од легура алуминијума
Прецизни или ултрапрецизни екструзије од алуминијумских легура се широко користе у електронским инструментима, комуникационој опреми и најсавременијој науци, националној одбрамбеној и војној индустрији, прецизним механичким инструментима, опреми за слабу струју, ваздухопловству, нуклеарној индустрији, енергетици и електричној енергији, подморницама и бродовима, аутомобилима и транспортним алатима, медицинској опреми, хардверским алатима, осветљењу, фотографији и електронским уређајима. Генерално говорећи, прецизне или ултрапрецизне екструзије од алуминијумских легура могу се поделити у две категорије према својим карактеристикама изгледа: прва категорија су профили малих димензија. Ова врста профила се назива и ултрамали профил или мини-облик. Његова укупна величина је обично само неколико милиметара, минимална дебљина зида је мања од 0,5 мм, а јединична тежина је од неколико грама до десетина грама по метру. Због њихове мале величине, обично су потребне строге толеранције. На пример, толеранција димензија попречног пресека је мања од ±0,05 мм. Поред тога, захтеви за праволинијост и торзију екструдираних производа су такође веома строги.
Друга врста су профили који нису баш мали попречни пресек, али захтевају веома строге димензионалне толеранције, или профили који имају сложен облик попречног пресека и танку дебљину зида иако је попречни пресек велики. Слика 2 приказује цев специјалног облика (индустријски чисти алуминијум) коју је екструдирала јапанска компанија на хоризонталној хидрауличној преси од 16,3 MN са посебним раздвојеним алатом за кондензатор аутомобилског клима уређаја. Тежина екструзионог обликовања ове врсте профила није ништа мања од оне код претходне врсте ултра-малог профила. Екструдирани профили са великом величином пресека и веома строгим захтевима за толеранцију не само да захтевају напредну технологију пројектовања калупа, већ захтевају и строгу технологију управљања за цео производни процес од бланка до готовог производа.
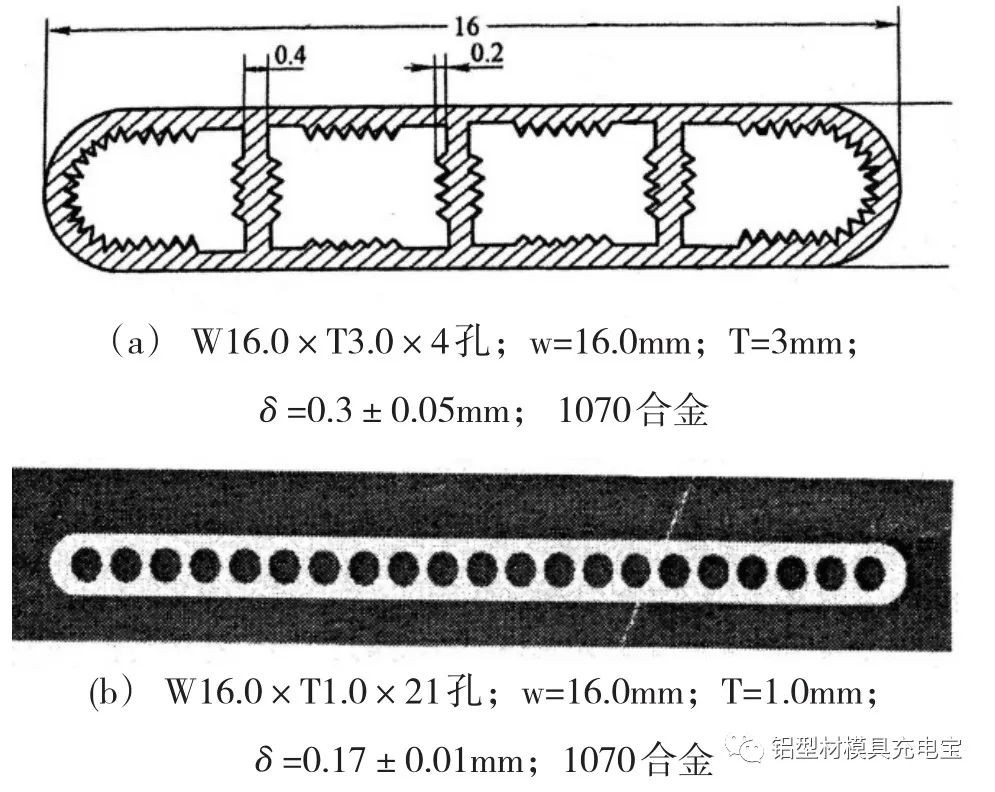
Од раних 1980-их, захваљујући практичној примени технологије континуиране екструзије Conform и развоју индустријске технологије, екструзија малих и ултрамалих профила се брзо развијала. Међутим, због различитих разлога као што су ограничења опреме, захтеви за квалитет производа и напредак у технологији екструзије, производња малих профила на конвенционалној опреми за екструзију и даље чини велики удео. Слика 2 приказује прецизне профиле екструзије конвенционалних подељених калупа. Век трајања калупа (посебно чврстоћа и отпорност на хабање шантног моста и језгра калупа) и проток материјала током екструзије постају главни фактори који утичу на његову производњу. То је зато што је приликом екструдирања профила величина језгра калупа мала, а облик сложен, а чврстоћа и отпорност на хабање су важни фактори који утичу на век трајања калупа, век трајања калупа директно утиче на трошкове производње. С друге стране, многи прецизни профили имају танке зидове и сложене облике, а проток материјала током процеса екструзије директно утиче на облик и димензионалну тачност профила.
Да би се спречило да оксидни филм и уље на површини обрада продру у производ и да се обезбеди уједначен и поуздан квалитет производа, обрада загрејана на подешену температуру може се ољуштити пре екструзије (то се назива вруће љуштење), а затим брзо ставити у цев за екструзију ради екструзије. Истовремено, екструдирана заптивка треба да се одржава чистом како би се спречило да се уље и прљавштина лепе на заптивку током процеса уклањања вишка притиска након једне екструзије и постављања заптивке у следећу екструзију.
Према димензионалној тачности пресека и толеранцији облика и положаја, екструзија од специјалних прецизних алуминијумских легура може се поделити на профиле од специјалних прецизних алуминијумских легура и мале (минијатурне) профиле од ултра-високо прецизних алуминијумских легура. Генерално, њихова тачност превазилази националне стандарде (као што су GB, JIS, ASTM, итд.). Ултра-висока прецизност се назива профилима од специјалних прецизних алуминијумских легура, на пример, димензионална толеранција је изнад ±0,1 мм, толеранција дебљине зида преломљене површине је унутар ±0,05 мм ~ ±0,03 мм за профиле и цеви.
Када је његова тачност више него двоструко већа од националног стандарда ултра високе прецизности, назива се мали (минијатурни) ултра високо прецизни профил алуминијумске легуре, као што је толеранција облика од ±0,09 мм, толеранција дебљине зида од ±0,03 мм ~ ±0,01 мм за мали (минијатурни) профил или цев.
3. Перспективе развоја специјалних прецизних екструзионих материјала од алуминијума и легура алуминијума
У 2017. години, производња и продаја материјала за прераду алуминијума у свету премашила је 6000 кт/год, од чега је производња и продаја екструзионих материјала од алуминијума и легура алуминијума премашила 25000 кт/год, што чини више од 40% укупне производње и продаје алуминијума. Алуминијумске екструдиране шипке средњег пречника чиниле су 90%, од чега су општи профили и шипке и мали и средњи профили за грађевинарство чинили више од 80% шипки, велики и средњи профили и специјални специјални профили и шипке чинили су само око 15%. Цеви чине око 8% екструдираног материјала од легура алуминијума, док обликоване цеви и специјалне специјалне цеви чине само око 20% цеви. Из наведеног се може видети да су највећа производња и продаја екструзионих материјала од алуминијума и легура алуминијума и најшире коришћени мали и средњи профили за грађевинарство, општи профили и шипке и цеви. А специјални профили, шипке и цеви чине само око 15%, главне карактеристике таквих производа су: са посебним функцијама или перформансама; Намењени су одређеној намени; Са великом или малом спецификацијом величине; Са изузетно високом димензионом тачношћу или захтевима за површину. Стога је разноврсност већа, а серија мања, потреба за повећањем посебних процеса или додавањем посебне опреме и алата, производња је тешка, а технички садржај висок, трошкови производње се повећавају, а додата вредност се повећава.
Са напретком науке и технологије и континуираним побољшањем животног стандарда људи, постављају се све већи захтеви за производњу, квалитет и разноврсност производа од алуминијума и алуминијумских легура, посебно последњих година, појава персонализације производа подстакла је развој посебних профила и цеви са персонализованим карактеристикама и специфичном употребом.
Ултрапрецизни профили се широко користе у електронским инструментима, комуникацијама, поштанској и телекомуникационој опреми, прецизним машинама, прецизним инструментима, опреми за слабу струју, ваздухопловству, нуклеарним подморницама и бродовима, аутомобилској индустрији и другим областима малих, танкозидних, пресека веома прецизних делова. Обично су захтеви за толеранцију веома строги, на пример, толеранција величине обриса пресека је мања од ±0,10 мм, толеранција дебљине зида је мања од ±0,05 мм. Поред тога, толеранције равности, увијања и других облика и положаја екструдираних производа су такође веома строге. Поред тога, у процесу екструзије специјалних малих ултрапрецизних профила од алуминијумске легуре, опрема, калуп, процес су веома строги захтеви. Због брзог развоја модерне индустрије, најсавременијих истраживања у области националне одбране и науке и других подухвата, као и побољшања степена персонализације, број, разноврсност и квалитет малих ултрапрецизних профила су све већи. Иако је последњих година развијено и произведено много висококвалитетних малих ултрапрецизних профила од алуминијумских легура, они и даље не могу да задовоље потребе тржишта. Посебно, још увек постоји велики јаз између домаће технологије и опреме за производњу малих ултрапрецизних профила од алуминијумских легура и међународног напредног нивоа, који не може да задовољи потражњу домаћег и страног тржишта и мора се надокнадити.
4. Закључак
Алуминијум и легуре алуминијума, специјална прецизна екструзија (профили и цеви), имају сложен облик, танке зидове, димензионалну толеранцију и захтеве за тачност облика и положаја, висок технички садржај, тешку производњу висококвалитетних, финих материјала, што их чини неопходним кључним материјалом за националну економију и националну одбрану. Спектар употребе је веома широк, а развојни изгледи материјала обећавају. Производња овог производа има посебне захтеве за опрему за гредице, алате и екструзију, као и процес екструзије, а низ кључних техничких проблема мора се решити како би се добили одлични производи у серијама.
Уредила Меј Ђијанг из MAT Aluminum
Време објаве: 07.04.2024.



